
The Pelleting Process by California Pellet Mill Co.
For many years, pelleting was considered an art, a process involving imprecise measurement, uncertain results, and that undefinable quality of feel. This so-called “art” of pelleting came about in an environment lacking the understanding of the effects occurring when the differing characteristics of feed ingredients are subjected to the pelleting processes of heat, moisture, and pressure. No excuse, however, exists today for the uninformed pellet mill operator.
California Pellet Mill Co.The science of grain processing has now reached a point that, by knowing the characteristics of the feed (moisture, content, fiber, etc.) and using machinery with accurate measurements, the guesswork has been removed from pelleting. As a result, much more is required of the pellet mill operator in the way of knowledge and ability. The skill of the pellet mill operator, through his ability or mistakes, influences plant profitability.
Pellet mill operators have a vitally important role in the manufacture of animal feed. They should recognize this responsibility and the great contribution they make to an efficient feed plant.
INTRODUCTION TO PELLETING
The Purpose of Pelleting
Pelleted feeds have been defined as “agglomerated feeds formed by extruding individual ingredients or mixtures by compacting and forcing through die openings by any mechanical process”. Basically, the purpose of pelleting is to take a finely divided, sometimes dusty, unpalatable and difficult-to-handle feed material and, by using heat, moisture and pressure, form it into larger particles. These larger particles are easier to handle, more palatable and usually result in improved feeding results when compared to the unpelleted feed.
Pellets are generally formed with diameters from 10/64” to 48/64” and will be somewhat longer than the diameter. A small part of the production of large pellets, 32/64” and above in diameter, is produced in other than cylindrical shapes; they may be triangular, square or oval and, in some cases, may exceed the maximum dimension indicated above. The largest diameter usually found is rarely greater than 1-1/4” to 1-3/8”. In most cases where particle sizes smaller than 10/64” are desired, it has been found to be more satisfactory from the standpoint of economics to produce a 10/64” or 12/64” pellet and reduce it into the desired particle size by means of crumbling.
Almost all livestock feeders agree that animals make better gains on pelleted feed than a meal ration. The most logical reasons are that (a) the heat generated in conditioning and pelleting make the feedstuffs more digestible by breaking down the starches, (b) the pellet simply puts the feed in a concentrated form, and (c) pelleting minimizes waste during the eating process. When pelleted feed is fed, each animal receives a well-balanced diet by preventing the animal from picking and choosing between ingredients. Tests have shown that most animals, if given the choice between the same feed in pellet or mash form will prefer the pellets.
By combining moisture, heat and pressure on feed ingredients, a degree of gelatinization is produced which allows animals and poultry to better utilize the nutrients in these ingredients.
Feed conversion will be improved. These advantages are particularly noticeable in the broiler industry.
The feeding merits of pelleted feeds over the mash form have been repeatedly demonstrated in the feeding of swine. One state college reported the results of an eight week swine feeding test in which pelleted feed performance was compared against the same feed in mash form. This test gave the following results:
All animals, on the average, consumed the same amount of feed (5.06 lb. per day of pellets vs. 5.02 lb. per day of mash), yet the pellet fed pigs gained a quarter of a pound per day more weight than did the mash fed animals (1.76 lb. vs. 1.54 lb. of gain per day). Since the pellet fed hogs gained more while eating the same amount, it is evident that pelleting causes the feed to be utilized more efficiently by these animals. This is shown in the comparison of the average amount of feed required for each pound of gain. The pellet fed hogs consumed 2.87 lb. of feed per pound of gain while the mash fed hogs needed 3.27 lb. to make a pound of weight gain. Pellet fed hogs not only gain faster but they do it with less feed for each pound of weight increase.
Pelleting prevents the segregation of ingredients in a mixing, handling or feeding process. By feeding a pelleted feed, the animal is more apt to receive a totally mixed ration than one that has separated through these processes. It also prevents waste. Bulk density is increased, which enhances storage capabilities of most bulk facilities. Shipping facilities are also increased, thereby reducing transportation costs. This is particularly evident in such fibrous ingredients as alfalfa, gluten feed, oat hulls, rice, bran, etc.. A better flow and handling characteristic of pellets is one of the least mentioned advantages but probably the most important, particularly as it relates to dairy farmers.
In 1978, there were 9,977 feed mills registered with FDA producing 78.2 million tons of feed annually; about 60% is pelleted. Not all feed mills, of course, are equipped to pellet feeds. In 1958, these mills produced 40 million tons of feed and about 55% was pelleted. In 1968, about 70% of all commercial poultry feed produced in the United States was pelleted. In the Midwest, almost 80% of all manufactured feed is pelleted, crumblized or cubed.
The process of producing feed pellets can roughly be described as a plastic molding operation of the extrusion type. Feed ingredients are made up of various compounds such as proteins, acids, sugars, fibers, and minerals. These products can be softened (conditioned) by the addition of heat and water. When sufficiently controlled compression is applied to the “conditioned” feed ingredients, they will form a dense mass, shaped to conform to the die against which they are pressed. When the heat and moisture is again withdrawn (dried and cooled) as to withstand moderately rough handling without excessive breakage and has retained or enhanced its nutritive value.
In modern feed mills, the ingredients are usually stored in bins above a weighing system composed of one or more scales. Those ingredients which are of coarse texture, such as whole grains and other fibrous materials, are ground into a fine meal to facilitate the pelleting and mixing process. Weighted quantities of each ingredient (either as a batch or continuously) are thoroughly mixed (either in a batch mixer of a continuous flow mixing unit) and then conveyed to a bin above the pellet mill. Some manufacturers have installed systems to grind all of their premixed materials prior to entering the pellet mill. Data is not available which indicates this has been an advantage or disadvantage on a consistent basis as far as durability is concerned.
Terms Used in Pelleting
The following terms are often used to measure the efficiency and quality of pellet mill operation.
Friction is the difference in temperature of the feed entering the pellet mill die and the pellet being discharged from the die. The difference reflects the mechanical energy required to produce a pellet. There are several inherent factors that can affect friction:
1. Moisture addition to the feed ingredients (refer to Graph #1). The amount of moisture (steam and/or wet molasses and/or water) added should cease when the friction plateaus. Moisture added beyond this point will cause the pellets to disintegrate and not increase production or quality. 2. Conditioning. 3. Ground screen size of feed ingredients. 4. Physical properties of the feed ingredients, such as minerals, water soluble ingredients, fiber content.
Other factors relating to friction are die size in terms of hole diameter and thickness. High friction (over 30°F) results in reduced die and roller life, as well as increased bearing and gear maintenance.
Fines are the materials that result from pellets disintegrating due to poor quality or mechanical attrition. Fines are a function of moisture and high friction (see Graph #1) or oversized feed ingredient particles or poor conditioning.
Die Size 3/16” x 2” Die Speed - 316 RPM
Shrinkage is the loss of weight of the original feed ingredient after pelleting. This loss is basically due to lack of moisture addition and high friction (refer to Graph #2). High levels of friction due to lack of moisture addition results in higher pellet temperature entering the cooler; and thus, more moisture is “flashed off”. (This will be discussed in greater detail in the section on “Evaporating Cooling”.)

Basically, the break-even point is 2% moisture addition; therefore, anything less than 2% moisture addition results in shrink. On the other hand, over 2% moisture addition will result in a gain. Normally, of the gain exceeds 1.5% of the pellets will disintegrate. Other factors that enhance gain are wet molasses and water additions.

Die Selection is a function of the feeds to be pelleted. A typical selection of a feed plant follows:
- Water soluble ingredients - 5/32” x 1-1/2”
- Corn - 5/32” x 1-3/4” - 2”
- Grain and Grain By-products - 5/32” x 1-3/4” - 2”
- Cubes - 3/4” x 5”
This is based on production rate, die friction, and quality. In this particular case, corn and grain and grain by-products pelleted on a 5/32” x 1-3/4” operated at friction of 2-10°F and the mill operated 60-70% mill load, at rates of 8-22 ton; the quality was 5-10% fines. Die selection is a function of quality and production rate.
Die speed (RPM) is a function of the feeds to be pelleted, for example, feeds containing fat or 50- 60% corn. Perhaps it is more judicious to refer to peripheral speed of a die rather than RPM. An exaggerated example is producing a 3/4” cube at 317 RPM with a 22” die vs. 171 RPM with the same die. Also, comparatively poorer quality pellets would be adversely affected at higher peripheral speeds.
Generally speaking, a peripheral speed of 1800 fpm is ideal under normal circumstances. This is measured at the outside diameter of the die.
EQUIPMENT USED IN THE PELLETING PROCESS
The Pelleting System
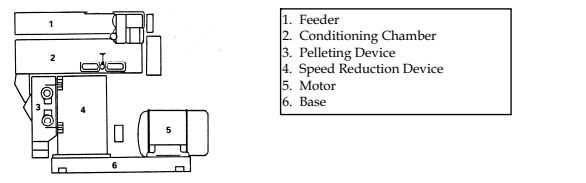
The pelleting system is composed of several different machines designed to most efficiently accomplish the pelleting task. A typical system arrangement with equipment names is shown in Figure 1. While we will give more detailed information relative to the function of each machine later, it would be advisable to first learn the names and relationships of these major processes.
After the feed has been mixed and before going to the pellet mill it should go through a scalper. This removes everything such as metal (ferrous and non-ferrous), stones, string, paper, wood, feed lumps and gives a dressed feed into the bin above the pellet mill. A pellet mill is not designed to pellet these materials, let alone the animal stomach to digest them.
The pelleting process starts with a bin (Figure 1, Item 1) in which the mixture of mash is stored. From there, the mash will flow by gravity into the pellet mill (Figure 1, Item 2). This machine is usually located on the ground or main work floor level. The hot, extruded mash (pellets) flows by gravity into a cooler (Figure 1, Item 3) where it is held for three to six minutes while being cooled and dried by a flow of air. The air is drawn through the mass of pellets and passed into a dust collecting device, such as a cyclone collector (Figure 1, Item 7). The dust from the outlet of the collector (Figure 1, Item 8) is returned to the pellet mill to again be compacted into a pellet.
From the cooler (Figure 1, Item 3), the product flows through or around a pair of crumble rolls (Figure 1, Item 4). If we wish to produce a relatively fine product, about the size of cracked corn, then the pellets are passed between the crumble rolls to be crushed (cracked) to a smaller size. If we wish to retain the full pellet size then we flow around the crumble rolls. From the crumble rolls the product flows into a bucket elevator (Figure 1, Item 5) to be raised to a higher point in the structure where the shaker (Figure 1, Item 6) is located.
The shaker separates the product into various sizes by passing the material over several screens. Each screen is of a different opening size. This separation permits the desired product to be separated from the larger or smaller particles while being delivered to the finished product bin. The “overs” can be returned to the pellet mill for repelleting or, in the case of crumbles, to the cooler, and in turn through the crumble rolls for recrumbling. The fines or smaller material can be routed directly back to the pellet premix bin and reprocessed through the pelleting system.

Supply Bins
The supply bin or bins must be adequate to store a sufficient quantity of feed immediately ahead of the pellet mill to provide not only continuous operation of the pelleting unit but also continuous operation of the mixer which provides mash to the pelleting unit. Other factors in the feed mill design may dictate a need for greater available tonnage ahead of the pellet mill than will be discussed here.
Generally speaking, the bin supply immediately ahead of the pellet mill should consist of at least two bins, each of a capacity not less than three times the capacity of the batch mixer used to supply feed to the pelleting unit. A bin installation of this type will usually result in an efficient operation, both from a mixing and pelleting standpoint, and is the minimum. The maximum will be determined by factors other than the pelleting installation.
These supply bins should be constructed so that there will be no bridging or surging. Variations in the feed cause objectionable variations in the operation of the pellet mill. Generally, these bins can best be constructed of sheet metal. Rectangular or square construction lends itself to the best installation, however, round bins may also be used.
While several pages might be devoted to the subject of hopper design, it is sufficient to say that the slope of the hopper sides should never be less than 60°. As many vertical sides as possible should be incorporated into the design. Many feed mill engineers have used the excellent, though more costly, design of having a small feed supply bin fed by start-and-stop conveyors from the main supply bins. The small supply bin may have a capacity of less than 1,000 lb. and should be equipped with bin level controls.
Pellet Mills
Thoroughly mixed ingredients, now called “mash” or “meal”, are allowed to flow by gravity into a flow rate regulator called a “feeder”
The feeder is generally a screw-type with some variation in flight arrangement, such as single flight, double flight, full pitch or one-half pitch to accommodate varying conditions. It is equipped with some type of speed control, such as a variable speed electric drive. The purpose of the feeder is to provide a constant, controlled and even flow of feed to the mixing and pelleting operation. Any variation in this flow results in poor conditioning and a variable product.
This feeder delivers a constant and prescribed amount of the “meal” to a “conditioning” chamber (Figure 2, Item 2). Here the mash is thoroughly mixed with steam (heat and water) and other desirable liquids, such as molasses.
A mixer is provided in order to properly condition the feed. Conditioning is almost universally accomplished by the addition of controlled amounts of steam. Addition of steam supplies moisture for lubrication, liberates natural oils and, in some cases, results in partial gelatinzation of starches. Uniform conditions at this point are extremely important for optimum results. Further, this mixer can be used for the addition of up to 6-8% molasses without special attachments when properly equipped. Mixers are supplied in low speed (up to 125 RPM) and high speed (125-500 RPM) models.
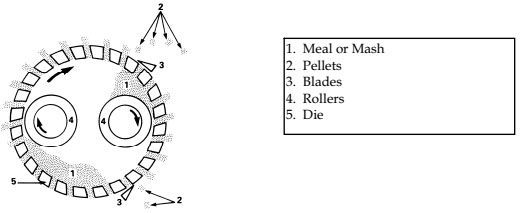
The conditioned mash then flows by gravity into the pellet mill die chamber (Figure 2, Item 3) where rollers press the softened mash (Figure 3, Item 1) through the holes in a circular die (Figure 3, Item 2). Stationary knives (Figure 3, Item 3) located outside the circular, rotating die cut off the shaped, dense pellet at the proper length.
Most modern pellet mills used a ring type die turning about two fixed rollers, with the die and rollers mounted in a vertical plane. A few mills are built with the dies and rollers in a horizontal plane with the rollers turning within the stationary die. Obviously there are advantages to each type of construction but more mills made today are of the vertical type.
In the pelleting unit, the conditioned mash is forced through holes in the die by roller pressure. Die thickness is a factor in the production of high quality pellets and must be accurately balanced with the formulation and conditioning. Starting with 24/64” pellets and above, some variation in the amount and depth of taper incorporated into the entry of the holes in the die may be necessary. Numerous other special entries are used in instances where satisfactory pellets cannot be produced with standard entry and taper.
All pellet mills incorporate some type of speed reduction device, since die speeds are always less than the conventional motor speeds. In some cases variation in die speed is desirable to produce optimum results on individual groups of feeds. Speed reduction devices in use today include direct coupled gear trains, V-belts, cog belts and combinations of belts and gear trains. Currently, mills are being built with speed change mechanisms. Usually these speed change mechanisms are in the form of gear shifts or two-speed motors. This provides two die speeds to secure optimum results when a wide range of feeds is produced.
Most pellet mills are installed with an electric motor as the prime mover; however, internal combustion engines are sometimes used. When internal combustion engines are used the horsepower rating should be at least twice that of the electric motor normally used. The pellet mill and motor are usually mounted on a common base to maintain alignment of the pellet mill and motor and to provide a rapid, simple and efficient method of installing the equipment.
Although it is not a part of the pellet mill, an ammeter should be included as part of the electrical system. This will allow the operator to adjust the feed rate to secure the maximum capacity of the mill without overloading the motor.
Pelleting Dies
Considerable attention must also be given to the various types of dies used by the feed manufacturing industry. Die thickness and hole size varies with the type of product to be pelleted as stated previously. Relieved dies have an enlarged diameter on the discharge side of the hole. Relief length is the distance of the die hole which has a greater diameter than the rest of the hole.
There are basically four types of dies available:
- •Standard Die All the holes have the same effective thickness.
- •Standard Relieved Die All holes have the same effective thickness, but the discharge side of the hole is enlarged to a depth of 1/4” (relieved). The primary purpose for this die is to add strength to the die without making the hole depth thicker.
- Standard Variable Relief Die All holes are the same except the two or three outside rows of the die, which are relieved by 1/4”. The number of rows to be relieved vary by die manufacturer. Certain products to be pelleted will have a tendency to squeeze out to the side of the die. When this happens the two or three outside rows become plugged and as much as 25% of the die effectiveness is lost.
- Staggered Relief Die This die basically serves the function as the standard variable relief die except that the two or three outside rows are relieved 1/2” and the next two or three rows are relieved 1/4”.

Protein & Density
Normally, the production rate or pellet quality of a formula can be predicted when the factors of protein and density are considered. Ingredients with high natural protein will plasticize under heat, which will cause good quality pellets. Ingredients or feeds with high density have high production rates.
If an ingredient or feed is both high in natural protein and density, the high production rates and good pellet quality can be expected. When low protein and high density are the factors, high production rates and poor pellet quality can be expected. One example of this type of ingredient is ground corn. At the other end of the spectrum, an ingredient or feed that has low protein and low density should produce a good quality pellet with a poor production rate. Some examples of this type of ingredient are alfalfa meal, ground corn cobs, cottonseed hulls and corn gluten feed.
The bulk density of a formula is an important factor in determining the rates a pellet mill will produce. You will get less production of a light fibrous material, such as alfalfa meal which has a bulk density of 17 lb. per cubic foot, as opposed to cottonseed meal which has a bulk density of 40 lb. per cubic foot off the same 100 HP pellet mill
Fat
The fat content of an ingredient or feed can mean either natural fat or fat added. Both are an aid in increasing production rates. The pellet quality could be seriously affected with the addition of too much fat, normally 2% or more. The added fat can be of two kinds - animal fat or vegetable fat. Animal fats are presently the most commonly used in commercial feeds.
Fiber
High fiber creates production rate problems, as fiber is hard to compress into a pellet. Because of the natural binders inherent to fiber, a good quality pellet results.
Texture
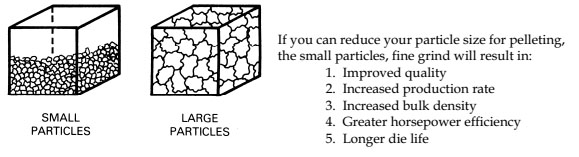
When referring to texture, three general areas need to be considered: coarse, medium and fine. Fine or medium ground materials provide greater surface area for absorption of moisture from steam, resulting in better lubrication and increased production rates. Also, more particles are exposed to steam, resulting in possible chemical changes that may be needed for quality. The starting density can be increased when it includes a mix of medium and fine ground material. Very coarse grinds or large particle sizes provide natural breaking points in pellets, creating more fines.Starch
High starch formulations or ingredients are difficult to produce a tough, durable pellet. The natural agglutenments can be activated only with high temperatures and moisture. The gelatinized material acts as a binder to produce the desired pellet quality. If, for some reason, the natural starches in a feed have been gelatinized before pelleting, poor pellet quality can be predicted. An example would be the drying of corn at high temperatures, which would cause pregelatinzation.
Moisture
Sufficient inbound moisture added prior to pelleting can be desirable in reaching good pellet durability. As stated earlier, many of today’s ingredients, such as brewer’s grains, are of a very dry nature and added moisture will supplement the pellet mill stream additions if it has an opportunity to soak in prior to reaching the pellet conditioning chamber.
A binder may be added to the feed if adequate pellet quality is not obtained through proper steam conditioning and die selection. Two of the most widely used are bentonite and lignin sulfonate. The artificial binders add to the cost of a feed and are only used when all other means are exhausted.
Reference: California Pellet Mill Co.Part of the ABC Africa Group of Companies
Hippo Mills
Trailsaddles.co.za